The Global Buyer’s Inspection Checklist for Used Concrete Boom Pumps

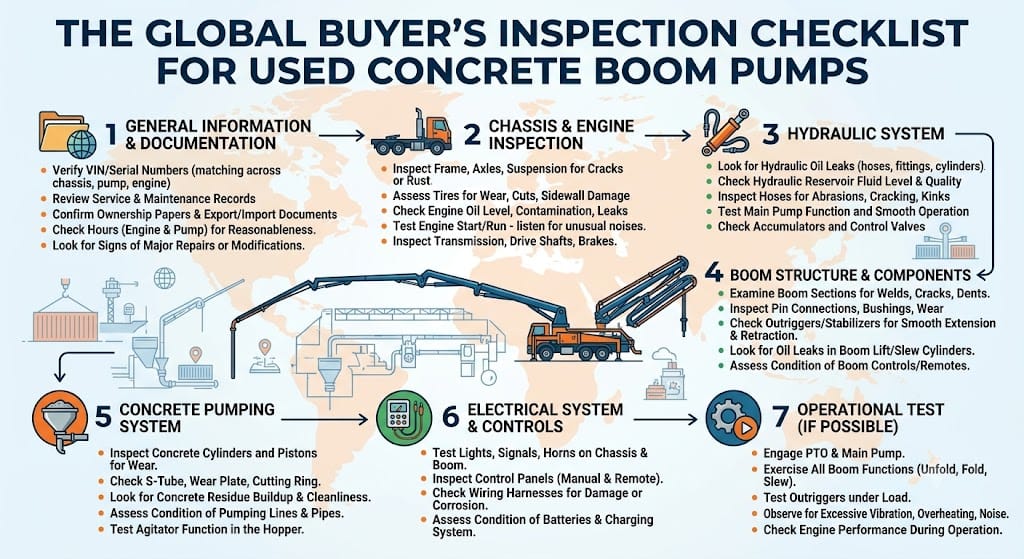
Purchasing a used truck-mounted concrete boom pump is a strategic way for high-growth contractors and equipment rental fleets to expand capacity without taking on the massive capital expenditure of a brand-new machine. Top-tier 37-meter to 56-meter boom pumps from premium manufacturers like Sany, Putzmeister, Schwing, or Zoomlion can provide excellent service for decades if properly maintained.
However, the secondary heavy machinery market carries severe risks. Concrete pumping equipment operates under extreme cyclic mechanical stress and high hydraulic pressures—often reaching up to 35 MPa (5,076 psi). Structural fatigue, internal hydraulic pump wear, or a neglected concrete pumping system can transform an apparent bargain into a catastrophic liability requiring tens of thousands of dollars in emergency repair parts.
When inspecting a used concrete pump truck at a shipyard, auction lot, or seller’s yard, you must look beyond fresh cosmetic paint. This comprehensive, engineering-level checklist outlines the precise mechanical, structural, and hydraulic points a professional inspector must verify before authorizing a wire transfer.
1. Structural Integrity & Boom Fatigue InspectionThe articulated placing boom is subjected to continuous stress cycles during every concrete pour. Structural failure here can cause a catastrophic boom collapse on a job site.
[Boom Base Pivot Pin] ──► Inspect for Radial Play / Bushing Wear
[Welded Box Sections] ──► Run Dye Penetrant Testing at First & Second Joint Welds
[Articulated Knuckles] ──► Measure Pin Tolerances via Dial Indicators
Visual and Non-Destructive Testing (NDT) of Boom Welds
- The Critical Fatigue Zones: Pay extreme attention to the welding joints around the first and second boom sections (Section A and Section B), as these handle the highest bending moments. Look for hairline cracks hidden beneath fresh paint or grease layers.
- The Diagnostic Tool: Use a wire brush to clean the weld seams at the hinge attachment plates, then apply a Dye Penetrant Inspection (DPI) kit. Spray the cleaner, apply the red penetrant dye, wipe it clean, and apply the white developer. Any red lines appearing indicate structural micro-fractures in the steel matrix.
- Turret and Pedestal Check: Inspect the rotating slewing tower (turret). Check the mounting base bolts connecting the turret to the truck chassis frame. Look for elongated bolt holes or stress cracking along the outrigger torsion box housing.
Hinge Pins and Bushings Clearance
- The Inspection Method: Position the boom horizontally, approximately 2 meters off the ground, and have an operator gently cycle the boom up and down. Feel and watch for physical jumping or shifting at the articulation joints. [1]
- The Metric: Radial clearance at the main boom pivot pins must not exceed 0.5 mm. Any noticeable wobble or "play" means the hardened steel bushings are ovalized and require line-boring and machining to restore safety tolerances.
2. Hydraulic System Health and Operational TelemetryThe hydraulic network is the powerhouse driving the concrete pumping pistons and the boom articulation cylinders. Internal hydraulic wear is invisible but easily detected through pressure and thermal readings.Main Hydraulic Pump Performance Testing
- The Setup: Connect high-pressure hydraulic gauges to the diagnostic test ports on the main pump block (typically Rexroth A4VG or A11VLO series axial piston pumps).
- The Stress Test: Engage the pump and dead-head a cylinder or cycle the concrete pumping system at maximum speed while blocking the delivery line with a cleaning ball.
- The Metric: Under maximum load, the main hydraulic pressure gauge must steadily hit and hold between 32 MPa and 35 MPa (320 to 350 bar) without fluctuating rapidly. A pressure drop or a pump that squeals loudly under load indicates internal piston slip and rotational group wear, meaning a total pump rebuild is imminent.
S-Valve Shift Cycle Speed
- The Check: Watch the concrete hopper while the machine cycles water or runs dry. Observe the speed and force of the S-valve (S-tube) switching from the left cylinder to the right cylinder.
- The Metric: The S-valve must shift crisply and seal tightly within 0.2 to 0.3 seconds. A sluggish shift indicates worn accumulator cylinders, low nitrogen charge in the accumulator bladder, or internal leakage in the steering valve block.
3. The Pumping Core: Wear Material MeasurementsThe concrete pumping cylinders, pistons, and hopper wear plates are direct consumables. You must measure their remaining lifespan to calculate the immediate maintenance investment required post-purchase.

Spectacle Plate and Cutting Ring Clearances
- The Location: Look inside the bottom of the concrete receiving hopper. The spectacle plate (wear plate) sits flat against the back wall, and the cutting ring rubs against it as the S-valve swings.
- The Measurement: Use a depth caliper to measure the wear grooves on the spectacle plate surface. If the deep grooves exceed 2.5 mm at the narrowest point, the plate must be flipped or replaced. Inspect the cutting ring; if the gap between the ring and the plate exceeds 1.5 mm, concrete grout will leak back into the hopper during pumping strokes, causing immediate line blockages (plugging).
Delivery Cylinder Liners and Ram Pistons
- The Internal Check: Open the water box (the wash box located between the hydraulic cylinders and the concrete cylinders). Inspect the cooling water. If the water is thick with grey cement slurry, the polyurethane concrete ram pistons are torn and leaking.
- The Cylinder Wall Inspection: Shine a light down the concrete delivery cylinders. Look for deep longitudinal scoring marks along the chrome lining. If the internal chrome plating has worn through to the base steel, the entire cylinder shell must be replaced.
4. Truck Chassis, Engine Telemetry, and Slewing GearA concrete pump is only as mobile as the commercial truck chassis carrying it.Engine Hours vs. Odometer Discrepancy
- The Red Flag: When evaluating used trucks (Mack, Mercedes-Benz, Volvo, Isuzu), never trust the dashboard odometer mileage alone. A boom pump truck spends 85% of its operational life idling on-site to drive the PTO (Power Take-Off) hydraulic gearbox, not driving on highways.
- The Technical Metric: When auditing pre-owned concrete pumps (Sany, Putzmeister, Schwing), appraisals cannot rely solely on the odometer. These assets experience high idle time to power PTO hydraulics, meaning engine hours indicate wear better than road mileage.Industry standards suggest 1 engine hour is equivalent to roughly 35 km of highway wear.
- Audit Formula:
Total Equivalent Wear=Odoeter+(Engine Hours×35 km)
- Risk Analysis: Low odometer mileage (e.g., 40k km) combined with high engine hours (e.g., 8k) implies, for example, 280k km of structural wear, suggesting, a total of 320k km of equivalent wear. This mandates rigorous inspections of chassis welds and the torsion box.
Slewing Ring Backlash
- The Mechanical Check: Mount a magnetic base dial indicator on the truck frame with the pointer resting against the outer ring of the main turret swing gear. Fully extend the boom horizontally and gently rotate the turret left and right.
- The Tolerances: Gear backlash must be within the manufacturer’s specification, typically less than 0.8 mm. Excessive gear play means the teeth are heavily worn or the internal ball bearings inside the slewing ring are failing. Replacing a main swing gear ring requires completely removing the boom assembly with a mobile crane.
The Used Concrete Pump Pre-Purchase Inspection ChecklistPrint this reference table or open it on your tablet when performing a live structural audit on-site:
Used Concrete Pump Pre-Purchase Inspection Checklist
| Inspection Zone | Specific Component Check | Rejection Limit / Danger Signal | Pass/Fail Condition |
|---|---|---|---|
| Placing Boom | Section A & B Hinge Welds | Any visible hairline cracks or red lines during dye testing | [ ] Pass [ ] Fail |
| Hydraulic Unit | Main Axial Piston Pump | Max operating pressure drops below 28 MPa under peak load | [ ] Pass [ ] Fail |
| Hydraulic Fluid | Hydraulic Oil Sight Glass | Oil appears milky/cloudy (Water entry) or smells burnt | [ ] Pass [ ] Fail |
| Hopper Core | Spectacle Plate & Ring Gap | Surface grooves deeper than 2.5mm; gap wider than 1.5mm | [ ] Pass [ ] Fail |
| Water Box | Cylinder Ram Pistons | Thick cement grout accumulation inside the wash box water | [ ] Pass [ ] Fail |
| Slewing System | Turret Swing Gear Teeth | Visible pitting, chipped teeth, or backlash > 0.8mm | [ ] Pass [ ] Fail |
| Outriggers | Hydraulic Extension Legs | Oil leaking from cylinder rods; bent structural stabilizer arms | [ ] Pass [ ] Fail |
Use code with caution.
Sourcing Used Machinery and Direct OEM Replacement Parts
Navigating the procurement of pre-owned concrete pumps requires connecting with trusted international distributors who provide third-party structural certifications and verified service histories. Furthermore, acquiring wear parts at wholesale prices is essential to keep a secondary fleet operational.
If your construction firm or machinery fleet is actively sourcing a pre-owned concrete boom pump, or if you require an emergency international shipment of OEM-grade spectacle plates, replacement ram pistons, or high-pressure seal kits for Sany, Putzmeister, or Zoomlion machinery, our industrial logistics network can assist. We bridge the gap between global fleet buyers and certified heavy equipment hubs to provide fully audited machinery and bulk parts pricing with direct maritime shipping arrangements.
Request Technical Blueprints & Factory Quotes
Submit your machinery parameters below. Connect directly with verified, certified heavy industrial manufacturers to receive custom foundation drawings, layout schematics, and direct-from-factory pricing.